Screw conveyors have become key equipment for the transportation of powder, granular, viscous and corrosive materials in the chemical industry due to their compact structure, excellent sealing performance and strong adaptability. They are widely used in the whole process of raw material transfer, production process connection and finished product conveying, effectively solving the transportation pain points such as corrosion, flammability, explosiveness and dustiness of chemical materials, ensuring safe and efficient production.
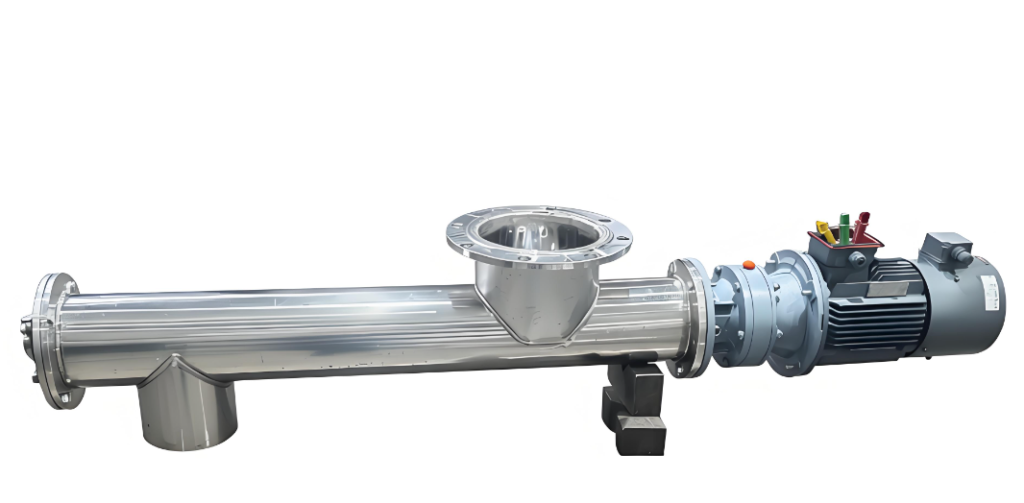
In the transportation of chemical raw materials, screw conveyors can accurately adapt to various material characteristics. For conventional materials such as fertilizer granules, resin powder and catalysts, shafted screw conveyors are used to realize continuous horizontal or small-inclination transportation. The sealed casing prevents material leakage and dust emission, meeting environmental protection standards. For corrosive materials such as ammonium sulfate, acids and alkalis, customized models made of 316L stainless steel with double sealing structure are adopted to avoid equipment corrosion and material leakage, prolonging service life.
In production process connection, screw conveyors can be flexibly connected with reactors, mixers, packaging machines and other equipment to realize automatic continuous conveying. For example, in the production of pesticides and pharmaceutical chemicals, flexible screw conveyors can bend around equipment to convey medicinal powder, intermediates and other materials to avoid cross-contamination. For flammable and explosive materials, explosion-proof models are used, with motors and control cabinets meeting explosion-proof standards to eliminate hidden dangers of static sparks.
In addition, screw conveyors can also be applied to the treatment of special materials such as chemical waste residue and sludge. Shaftless models solve the problem of viscous material winding and improve conveying efficiency. They feature simple structure and convenient maintenance, and can adapt to different capacity requirements through variable frequency speed regulation, greatly reducing operation and maintenance costs for enterprises.
In summary, through customized design, screw conveyors are perfectly suitable for diverse working conditions in the chemical industry, providing reliable conveying solutions for green, safe and automatic production in the industry, helping chemical enterprises optimize production processes and improve productivity and benefits, making them indispensable key equipment in chemical production.